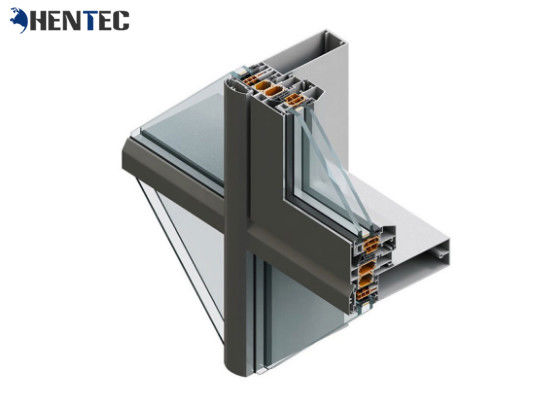
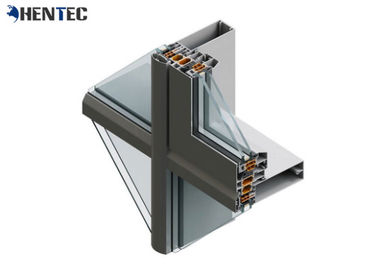
6063/6061 Standart Alüminyum Ekstrüzyon Profilleri Eloksal / Elektroforez
4500T dereceli ekstrüzyon makinemiz 400 * 150mm ve φ360 aralığında herhangi bir bölüm üretmemize olanak sağlar.
Çizimleriniz kesinlikle memnuniyetle karşılandı.
Fiyat göstergesi: temel alüminyum külçe, ekstrüzyon maliyeti, yüzey kaplama maliyeti ve ekstra.
Ayrıca tamamen montajlı premium sınıf pencere ve kapı sistemleri tedarik ediyoruz.
Bilgi:
1. Malzeme: Alüminyum alaşım 6063, 6061.
2. Temper: T5, T6.
3. Kalite standardı: DIN; AAMA; / NZS AS; CHINAGB.
4. Yüzey işleme: Değirmen bitirmek, eloksal, toz boyalı, ahşap tahıl, cilalı, fırçalanmış, elektroforez, vb.
5. Renk DAİREMİZ: Renk numunelerinize göre herkes mevcuttur.
6. paketleme detayları: küçülen filmi; Plastik ve kraft; Ahşap palet
Karton ambalaj; Müşterinin gereksinimlerine göre.
Açıklama:
| Açıklama | Alüminyum ekstrüzyon profili | |
| Alaşım / Temper | 6063-T5 / 6060-T5; 6063-T6 / 6061-T6 | |
| Yüzey işleme | Değirmen bitirir; Eloksal; Toz boyalı; Ahşap tahıl, Makine / Asit cilalı vb. | SGS TEST ONAYI |
| Standart başvuru | EN755; DIN; ASTMB221; GB5237-2008 ve diğerleri | SGS TEST ONAYI |
| Fiyat | SMM / LME Birincil alüminyum fiyatı + en rekabetçi dönüşüm maliyeti | |
| Kalıp politikası | Onaylanacak | |
| Teslimat takvimi | örnek: 15 gün içinde; sipariş: 15-20 gün içinde | SGS TEST ONAYI |
| Ödeme koşulu | % 20 mevduat, 7 gün içinde B / L kopyasını karşı denge ödeme | SGS TEST ONAYI |
| Ambalaj standardı | Korumalı film ve inci pamuklu iç ve dış film küçültmek | SGS TEST ONAYI |
| Garanti süresi | Gönderilen ürünler talepleri karşılayamazsa, toplam sipariş miktarı gecikmeden geri ödenir veya bunun yerine yeni kargolar düzenlenir. | SGS TEST ONAYI |
Uygulamalar:
Otomobillerde kullanılan Sanayi Alüminyum profil, makine, elektronik, tıbbi ve diğer endüstriyel dosyalanmış eğitiyor. Donanım, makine, elektromekanik parçalar, solar PV ürünleri, alüminyum çerçeveler gibi önemli yardımcı malzemeler olarak kabul edilmektedir. Örneğin; radyatörler, fitnes makineleri, binalar, aydınlatma aletleri, rüzgar boruları, petrol boru hatları için alüminyum profillerimiz de var.
Özellikler:
1) Kimyasal bileşim
alaşım | Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti | kirlilik | Al |
6063 | 0.2-0.6 | 0.35 | 0.1 | 0.1 | 0,45-0,9 | 0.1 | 0.1 | 0.1 | 0.15 | Dinlenme |
6061 | 0.4-0.8 | 0.7 | 0,15-0,4 | 0.15 | 0,8-1,2 | 0,04-0,35 | 0.25 | 0.15 | 0.15 | Dinlenme |
6060 | 0.3-0.6 | 0.1-0.3 | 0.1 | 0.1 | 0,35-0,6 | - | 0.15 | 0.1 | 0.15 | Dinlenme |
6005 | 0.6-0.9 | 0.35 | 0.1 | 0.1 | 0,40-0,6 | 0.1 | 0.1 | 0.1 | 0.15 | Dinlenme |
2) Mekanik özellik
alaşım | öfke | Gerilme direnci | Akma dayanımı | uzama |
6063 | T5 | ≥ 160Mpa | ≥ 110Mpa | ≥% 8 |
T6 | ≥ 205Mpa | ≥ 180Mpa | ≥% 8 |
6061 | T6 | 5 265Mpa | 5 245Mpa | ≥% 8 |
Rekabet avantajı:
1) Mühendislik tasarımı ve desteği.
2) Alüminyum profillerin derinlemesine işlenmesi: Kesme, delme, delme, frezeleme ve imalat.
3) Yüksek Kalite sistemi, üretim sırasında kesinlikle muayene ve paket öncesi tüm denetim.
4) İyi performans, 15 yıl ürün garantisi.

Alüminyum profil üretim süreci:
Esas olarak üç döküm, ekstrüzyon ve renklendirme işlemi içerir (renklendirme esas olarak: oksidasyon, elektroforetik kaplama, florokarbon kaplama, toz kaplama, ahşap tahıl transferi vb.).
1. Eritme ve döküm alüminyum üretiminin ilk işlemidir.
Ana süreç:
(1) Malzemeler: Üretilmesi gereken özel alaşım derecelerine göre çeşitli alaşım bileşenlerinin miktarını hesaplayın ve çeşitli hammaddelere makul şekilde uydurun.
(2) Eritme: Hazırlanan hammaddeler işlem gereksinimlerine göre eritme için eritme fırınına eklenir ve eriyik içindeki yabancı maddeler ve gazlar gazdan arındırma ve cüruf arıtma araçları ile etkili bir şekilde çıkarılır.
(3) Döküm: Erimiş alüminyum sıvısı soğutulur ve belirli bir döküm işlemi koşulunda derin bir döküm sistemi aracılığıyla çeşitli yuvarlak döküm çubuklarına dökülür.
2. Ekstrüzyon:
Ekstrüzyon, profil oluşturma aracıdır. İlk olarak, kalıp, profil ürününün bölümüne göre tasarlanır ve üretilir ve ısıtılmış yuvarlak çubuk, kalıptan bir ekstrüder ile sıkılır. Yaygın olarak kullanılan 6063 alaşımı sınıfı, ayrıca, ısıl işlem kuvvetlendirmesinin tamamlanması için bir hava-soğutma söndürme işlemine ve ekstrüzyondan sonra yapay bir yaşlanma işlemine tabi tutulur. Farklı ısıl işlem görmüş takviyeli alaşımların farklı sınıfları farklı ısıl işlem rejimlerine sahiptir.
3. Renklendirme (burada esas olarak oksidasyon işleminde)
Yükseltgenme: Ekstrüde alüminyum alaşımlı profil düşük bir yüzey korozyon direncine sahiptir ve korozyon direncini, aşınma direncini ve alüminyum görünümünü artırmak için eloksalla işlem görmelidir.
Ana süreç:
(1) Yüzey ön işlemi: Tam ve yoğun bir yapay oksit filminin elde edilmesini kolaylaştırmak için saf bir substratı açığa çıkarmak için profilin yüzeyi kimyasal veya fiziksel yollarla temizlenir. Mekanik yollarla speküler veya mat (mat) bir yüzey elde etmek de mümkündür.
(2) Eloksallama: Yüzey ön işleminden sonra, belirli işlem koşulları altında, substratın yüzeyi yoğun, gözenekli, güçlü bir adsorpsiyon filmi oluşturmak için eloksallanır.
(3) Sızdırmazlık: Anotlama ile oluşturulan gözenekli oksit filminin gözeneklerinin kapalı olması, böylece oksit filminin kirlenmesinin önlenmesi ve aşınma direnci ve aşınma direncinin arttırılması. Oksit film renksiz ve şeffaftır. Sızdırmadan önce oksit filminin güçlü adsorpsiyon özelliğini kullanarak, bazı metal tuzları filmin gözeneklerine adsorbe edilir ve biriktirilir, böylece profilin görünümü siyah gibi doğal renkten (gümüş beyazı) farklı renkler gösterebilir , bronz, Altın ve paslanmaz çelik.

 Mesajınız 20-3.000 karakter arasında olmalıdır!
Mesajınız 20-3.000 karakter arasında olmalıdır!